L'orge
 L'orge
est à la base de tout le processus.
De la qualité de l'orge dépendra dans une grande
mesure la qualité du produit final.
L'orge
est à la base de tout le processus.
De la qualité de l'orge dépendra dans une grande
mesure la qualité du produit final.
L'orge servant à la production du
whisky est soigneusement sélectionné. Il s'agit après
tout de l'ingrédient de base qui est déterminant
pour la qualité de l'eau-de-vie qui sera mise sur
le marché des années plus tard. Cette sélection était
traditionnellement du ressort des dirigeants de la distillerie.
Dans
la mesure où la plupart des
distilleries achètent de nos jours leur malt chez un producteur
de malt (pour des raisons économiques), cette sélection
se fait de moins en moins par les dirigeants des distilleries,
mais bien par les responsables des malteries. La malterie doit cependant
s'en tenir à un cahier des charges précis, établi par la distillerie,
pour permettre à celle-ci de produire son whisky de façon égale
d'une année sur l'autre.
Il n'y a aucune obligation d'utiliser de l'orge écossais
pour produire du Scotch whisky. Même s'il y a certains mouvements
dans le sens d'un retour à la tradition, comme c'est la
cas par exemple chez
Bruichladdich , la plupart des
distilleries ne s'embarassent pas trop de l'origine de leur orge.
Ce qui compte surtout, c'est la teneur en sucres et le prix. La
combinaison de ces deux éléments est dans bien des
cas le seul critère
de choix d'une variété d'orge. Une grande partie
de l'orge entrant dans la fabrication du Scotch whisky vient d'Angleterre
ou d'Afrique du Sud. Il n'est pas exlcu qu'il soit fait recours à des OGM mais
cette information est très difficile à recouper. Cela entrerait
cependant parfaitement dans la logique de productivité. Si un orge
génétiquement modifié permet plus de récoltes avec un meilleur
taux de sucre...
L'eau
 L'eau
est également l'un des ingrédients les
plus importants dans la fabrication du whisky.
De la qualité et de la pureté de
l'eau dépend en grande partie la qualité du whisky.
L'eau en Écosse
est réputée pour sa grande pureté. La différence
de goût prononcée entre les whisky provenant des diverses
distilleries est due en partie à la qualité de l'eau
utilisée.
L'eau dans les Highlands se charge souvent
de tourbe, ce qui lui donne une couleur brunâtre. Les substances
dérivées de la tourbe sont acheminées par
l'eau, et contribuent bien souvent à l'originalité du
goût des divers whisky écossais.
L'eau
est également l'un des ingrédients les
plus importants dans la fabrication du whisky.
De la qualité et de la pureté de
l'eau dépend en grande partie la qualité du whisky.
L'eau en Écosse
est réputée pour sa grande pureté. La différence
de goût prononcée entre les whisky provenant des diverses
distilleries est due en partie à la qualité de l'eau
utilisée.
L'eau dans les Highlands se charge souvent
de tourbe, ce qui lui donne une couleur brunâtre. Les substances
dérivées de la tourbe sont acheminées par
l'eau, et contribuent bien souvent à l'originalité du
goût des divers whisky écossais.
La levure
La
levure (de culture ou un mélange de cette dernière
avec de la levure de brasserie) va démarrer la fermentation.
Le
rôle de la levure est primordial. Le choix de la levure est
un secret jalousement gardé dans les distilleries.
Le nom anglais de la levure est "yeast"
Les étapes de la fabrication du whisky
L'élaboration
d'un whisky prend au minimum 3 ans. En effet, un alcool de malt
qui n'a pas séjourné un minimum de 3 ans dans un
fût de chêne n'a pas droit à l'appellation "whisky".
Pour avoir droit à l'appellation "Scotch", ces whiskies doivent
passer ces 3 ans minimum sur le territoire écossais.
En général, les whiskies qu'on trouve sur le marché sous
forme de single malt ont vieilli pendant un minimum de 8 à 10
ans.
Le whisky, tout comme n'importe quel autre alcool est le résultat
de transformations chimiques naturelles du sucre. Pour produire de
l'alcool, il faut donc d'abord produire du sucre.
Le sucre est potentiellement présent dans l'orge qui pousse abondamment
sous ces latitudes. D'autres alcools sont faits à partir de raisins,
mais le climat de l'Ecosse ne se prête pas à ce genre de cultures.
Mais le processus de fabrication reste très comparable à celui utilisé
sur la base d'autres matières premières.
Le maltage
 Le
malt est le résultat de l'opération de maltage.
Le
malt est le résultat de l'opération de maltage.
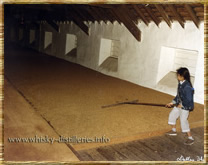
L'orge
est mouillée et étendue sur l'aire
de maltage pour lui permettre de germer. Durant cette opération,
une succession de réactions chimiques naturelles se font,
transformant les amidons contenus dans l'orge en sucre. Le sucre
se transformera plus tard en alcool.
 Tout
l'art du maltage réside dans la détermination
du bon moment pour arrêter le processus
de germination. L'opération de maltage dure de 8 à 12 jours selon
la saison.
Durant tout le temps que dure le maltage, l'orge doit régulièrement être
retourné,
afin d'assurer une température et une humidité constante et ainsi
de pouvoir contrôler la germination des graines. L'arrêt de la germination
est provoquée
par le séchage des graines au dessus d'un four (kiln).Celui
représenté à gauche est celui de Laphroaig. Ce four était
bien souvent alimenté par
de la tourbe. C'est la fumée de tourbe
du kiln qui donne le goût fumé de certains whiskies.
Tout
l'art du maltage réside dans la détermination
du bon moment pour arrêter le processus
de germination. L'opération de maltage dure de 8 à 12 jours selon
la saison.
Durant tout le temps que dure le maltage, l'orge doit régulièrement être
retourné,
afin d'assurer une température et une humidité constante et ainsi
de pouvoir contrôler la germination des graines. L'arrêt de la germination
est provoquée
par le séchage des graines au dessus d'un four (kiln).Celui
représenté à gauche est celui de Laphroaig. Ce four était
bien souvent alimenté par
de la tourbe. C'est la fumée de tourbe
du kiln qui donne le goût fumé de certains whiskies.
L'art de certaines distilleries réside dans le dosage de tourbe utilisé pour
sécher le malt. Ainsi une distillerie comme Springbank produit
3 types de whisky différents: Springbank, Longrow et Hazelburn (qui sera
disponible à partir de 2006). Une des grandes différences
entre ces 3 variétés est le dosage de tourbe pour le séchage.
Il est vrai qu'il y a d'autres différences au niveau de la distillation
des divers produits dans le cas de Springbank. Bruichladdich également
joue sur les proportions de tourbe pour produire ses 3 gammes, Bruichladdich,
Port Charlotte et Octomore (les deux derniers étant des produits récents,
qui ne seront pas sur le marché avant quelques années).
Les malteries
Des raisons économiques ont poussé beau nombre de distilleries à abandonner les aires de maltage dans les années 1960. Le maltage se fait donc en grande partie par des sociétés spécialisées qui produisent le malt selon les exigences de leurs clients. Une même société de maltage produit donc diverses qualités de malt. Il existe cependant des exceptions notables à cette règle: Balvenie, Laphroaig, Highland Park et Bowmore pour ne citer que les plus importantes. Ces distilleries continuent à produire une partie de leur malt. En général environ 30% de leurs besoins en malt sont couverts par leur propre production, sans oublier Springbank qui assure l'entièreté de ses besoins en malt.
 Les
malteries peuvent être indépendantes ou appartenir à de
grands groupes, propriétaires de dstilleries. Ainsi, le
groupe Diageo, qui possède
un grand nombre de distilleries en Ecosse (voir
propriétaires de distilleries) a construit des aires
de maltages pour le propre usage des distilleries appartenant au
groupe (par exemple à coté de Glen
Ord) ou à l'usage de distilleries locales, comme la
malterie construite à côté de la distillerie Port
Ellen sur l'ile d'Islay.
Les
malteries peuvent être indépendantes ou appartenir à de
grands groupes, propriétaires de dstilleries. Ainsi, le
groupe Diageo, qui possède
un grand nombre de distilleries en Ecosse (voir
propriétaires de distilleries) a construit des aires
de maltages pour le propre usage des distilleries appartenant au
groupe (par exemple à coté de Glen
Ord) ou à l'usage de distilleries locales, comme la
malterie construite à côté de la distillerie Port
Ellen sur l'ile d'Islay.
 Cette dernière est née
d'un accord signé entre toutes les distilleries de l'Ile
qui se sont engagées à acheter un certain quota de
malt auprès de la "Port Ellen Maltings". Cette
malterie est en plein essor (à l'image des distilleries
de l'Ile), et est en train d'occuper progressivement le territoire
de la (désormais ancienne) distillerie de Port Ellen.
Cette dernière est née
d'un accord signé entre toutes les distilleries de l'Ile
qui se sont engagées à acheter un certain quota de
malt auprès de la "Port Ellen Maltings". Cette
malterie est en plein essor (à l'image des distilleries
de l'Ile), et est en train d'occuper progressivement le territoire
de la (désormais ancienne) distillerie de Port Ellen.
Les malteries ont un aspect nettement moins romantique que les
(vieilles) distilleries avec leurs toits en forme de pagode....
Le broyage
 Une
fois séché, le malt est broyé en sorte de
farine grossière qui servira aux opérations suivantes.
Une
fois séché, le malt est broyé en sorte de
farine grossière qui servira aux opérations suivantes.
Cette farine s'appelle le grist.
Pour le broyage du malt, opération qui se passe dans la distillerie
elle-même, un moulin à grain est utilisé.
La plupart des distilleries utilisent le même type de moulin, traditionnellement fabriqué en Angleterre, à Leeds, ce qui heurte parfois l'esprit très chauvin de beaucoup d'Ecossais....
Le brassage
Le grist sera
alors mélangé à de l'eau chaude dans le "mashtun" ou
cuve de brassage. On utilise généralement 1 volume
de grist pour 4 volumes d'eau. On utilise pour cette opération
3 eaux successives entre 63 et 95%
Une cuve de brassage peut contenir jusqu'à 25000 litres et comporte un double fond finement perforé qui doit permettre au moût (liquide sucré résultant de l'opération de brassage) de s'écouler, tout en retenant les gros morceaux qui seront recyclés afin de produire de l'alimentation pour le bétail. Pour faciliter le processus, les cuves de brassage sont équipées de pales tournantes.
 Le
premier brassage qui dure environ 1 heure va permettre au malt de
convertir l'amidon en sucres fermentescibles. Le mélange de l'eau et du grist
donne une pâte similaire au porridge, plat traditionnel écossais.
Le jus sucré ainsi obtenu s'appelle le "wort" ou
le
Le
premier brassage qui dure environ 1 heure va permettre au malt de
convertir l'amidon en sucres fermentescibles. Le mélange de l'eau et du grist
donne une pâte similaire au porridge, plat traditionnel écossais.
Le jus sucré ainsi obtenu s'appelle le "wort" ou
le "moût". Les résidus de céréales
sont brassés 3 à 4 fois, afin de recueillir un maximum
de wort.
"moût". Les résidus de céréales
sont brassés 3 à 4 fois, afin de recueillir un maximum
de wort.
La qualité et la quantité du wort sont contrôlées
par l'administration des accises, parce qu'elle permet de déterminer
la quantité d'alcool qui sera finalement produit. C'est sur
cette base que sera taxée la distillerie..
Les résidus solides de cette opération, appelés "draff" seront
transformés en aliments pour bétail.
La fermentation
Le washback
 Pour
permettre la fermentation du moût, il faut ajouter
de la levure.
Pour
permettre la fermentation du moût, il faut ajouter
de la levure.
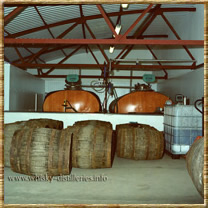
L'action de la levure sur le sucre du moût va produire de l'alcool et du gaz carbonique. Le moût va bouillonner, pouvant même dans certains cas aller jusqu'à déclencher de fortes vibrations du washback lui-même malgré sa taille imposante. Les washbacks traditionnels sont généralement en bois de pin d'Orégon ou en mélèze d'Écosse.
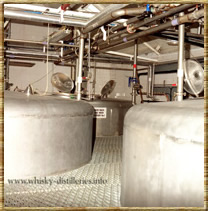 Cependant,
on trouve de plus en plus de washbacks en acier inoxydable, parce
que ceux-ci sont nettement plus faciles à entretenir.
Cependant,
on trouve de plus en plus de washbacks en acier inoxydable, parce
que ceux-ci sont nettement plus faciles à entretenir.
Le résultat de la fermentation est en principe identique dans les deux types de washbacks. Cependant, même dans des distilleries ultra-modernes telles que Caol Ila, on ne jure que par le pin d'Orégon...
La photo du haut représente le washback de la distillerie Glenkinchie tandis que les washbacks métalliques représentés sur la photo ci-contre sont ceux de Laphroaig.
le wash
 L'action
de la levure sur le brassin va faire fermenter celui-ci. Le résultat en sera une sorte de bière à environ 8% d'alcool. Jusqu'ici,
le procédé de fabrication du whisky ressemble étrangement à celui
de la bière.
L'action
de la levure sur le brassin va faire fermenter celui-ci. Le résultat en sera une sorte de bière à environ 8% d'alcool. Jusqu'ici,
le procédé de fabrication du whisky ressemble étrangement à celui
de la bière.
C'est à partir de ce stade que les procédés
vont se différencier.
Si le brassin destiné à produire la bière
est parfumé en général au houblon, celui destiné à la
fabrication du whisky reste tel quel, et va être distillé.
La distillation
 La
distillation consiste en la séparation de l'alcool et de
l'eau contenus dans le wash. Cette opération est classique,
et est à la base de toutes les boissons alcooliques (ainsi
que des parfums) à travers le monde. Cette opération
se fait à l'aide d'alambics. Le principe en est très
simple: l'eau s'évapore à 100% tandis que l'alcool
s'évapore à partir de
80%. L'alcool va donc s'élever sous forme de vapeur
dans l'alambic, avant que l'eau n'ait eu le temps de s'évaporer.
Il suffit donc de récupérer le produit de la distillation
en refroidissant les vapeurs d'alcool qui ainsi se transforment à nouveau
en liquide.
La
distillation consiste en la séparation de l'alcool et de
l'eau contenus dans le wash. Cette opération est classique,
et est à la base de toutes les boissons alcooliques (ainsi
que des parfums) à travers le monde. Cette opération
se fait à l'aide d'alambics. Le principe en est très
simple: l'eau s'évapore à 100% tandis que l'alcool
s'évapore à partir de
80%. L'alcool va donc s'élever sous forme de vapeur
dans l'alambic, avant que l'eau n'ait eu le temps de s'évaporer.
Il suffit donc de récupérer le produit de la distillation
en refroidissant les vapeurs d'alcool qui ainsi se transforment à nouveau
en liquide.
En Ecosse, on utilise des alambics dits "à feu ouvert", ou pot stills.
La loi détermine la taille des alambics à utiliser. Ceci est dû à des raisons historiques, en grande partie relatives à la perception de droits d'accises.
Ainsi, la distillerie Edradour possède les plus petits alambics légaux. Si ses alambics étaient plus petits, la distillerie perdrait sa licence d'exploitation.
Les alambics sont en cuivre parce que cette matière exerce une forte influence sur le processus physique de séparation des eaux et des alcools. De l'importance de la surface de cuivre entrant en contact avec les matières, dépend en partie le résultat final qui va se retrouver dans nos verres des années plus tard. D'autres influences de l'alambic, comme la forme, la hauteur, le longueur du "col de cygne" sont également primordiales dans le goût du produit fini. Ainsi, il n'y a pas deux distilleries qui utilisent la même forme d'alambic. Si une distillerie est appelée à changer un alambic, elle essayera toujours de le remplacer par un alambic de même forme et de contenance égale pour garantir la constance de qualité du whisky.
![]() Vu
l'extrême diversité des alambics, une page spéciale
de photos a
été créée, parce qu'il est impossible
de les représenter ici. Pour
y accéder, il suffit de cliquer sur l'image ci-contre, qui
est soit dit en passant un alambic de la distillerie Glenfarclas.
Vu
l'extrême diversité des alambics, une page spéciale
de photos a
été créée, parce qu'il est impossible
de les représenter ici. Pour
y accéder, il suffit de cliquer sur l'image ci-contre, qui
est soit dit en passant un alambic de la distillerie Glenfarclas.
 Les
alambics étaient traditionnellement chauffés au charbon
ou
à la tourbe selon les régions et les disponibilités.
Actuellement la quasi-totalité des alambics sont chauffés à la
vapeur, parce que cette méthode permet un meilleur contrôle
sur le processus.
Les
alambics étaient traditionnellement chauffés au charbon
ou
à la tourbe selon les régions et les disponibilités.
Actuellement la quasi-totalité des alambics sont chauffés à la
vapeur, parce que cette méthode permet un meilleur contrôle
sur le processus.
Le combustible utilisé pour chauffer la vapeur est en général le pétrole, mais il arrive parfois que les chaudières soient chauffées au charbon.
L'énorme quantité de chaleur produite par les distilleries est parfois récupérée, comme c'est le cas à Bowmore, où la piscine locale est chauffée grâce à la chaleur récupérée de la distillerie.
Le whisky écossais subit une double distillation, à quelques exceptions près, comme Auchentoshan qui est distillé trois fois, comme le whiskey irlandais.
La distillation qui consiste en la séparation de l'eau et de l'acool contenus dans le wash s'effectue en deux étapes dans deux alambics de capacité et de forme différentes.
La première distillation ou première chauffe s'effectue dans le wash still dont la capacité peut atteindre 25 à 30.000 litres et transforme le wash en un "low wine" titrant environ 21%. A l'origine chauffés à flamme nue, généralement à partir de charbon ou de gaz, la majorité des alambics sont aujourd'hui chauffés par des serpentins placés à l'intérieur de l'alambic et dans lesquels circule de la vapeur. L'alcool évaporé s'élève jusque dans la partie supérieure de l'alambic, avant de redescendre dans le "lyne arm" ou col de cygne et de traverser le condenseur où les vapeurs d'alcool seront transformées en liquide.
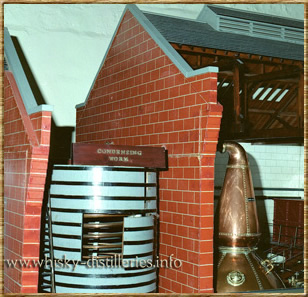
 Les
vapeurs d'alcool sont refroidies à la sortie de l'alambic
grâce à des condenseurs. Les condenseurs traditionnels étaient
des serpentins immergés dans une grande cuve en bois ouverte
et refroidis par l'eau qui y circulait . De nos jours la grande
majorité des distilleries sont équipées de
condenseurs tubulaires verticaux offrant un meilleur rendement
calorifique. Les résidus de la première distillation
("pot ale" ou "burnt ale") sont transformés
en aliments pour bétail. Les "low wines" produits
par cette première distillation sont recueillis dans le "low
wine receiver", avant d'être redistillés lors de
la seconde distillation.
Les
vapeurs d'alcool sont refroidies à la sortie de l'alambic
grâce à des condenseurs. Les condenseurs traditionnels étaient
des serpentins immergés dans une grande cuve en bois ouverte
et refroidis par l'eau qui y circulait . De nos jours la grande
majorité des distilleries sont équipées de
condenseurs tubulaires verticaux offrant un meilleur rendement
calorifique. Les résidus de la première distillation
("pot ale" ou "burnt ale") sont transformés
en aliments pour bétail. Les "low wines" produits
par cette première distillation sont recueillis dans le "low
wine receiver", avant d'être redistillés lors de
la seconde distillation.
La seconde distillation s'effectue dans le spirit still dont la taille est généralement plus petite, étant donné que la quantité de liquide à traiter est moindre.
 Lors
de la seconde disitllation, le "coeur de chauffe",
la partie de la distillation qui titre entre 63% et 72% sera
mise en fûts, le reste, ou têtes et queues de distillation
sont nommés
"feints" seront recueillis dans le "feint receiver",
et réutilisés, mélangés aux "low
wines" lors de la distillation suivante. Pour séparer
le coeur de chauffe des têtes et queues de distillation,
on utilise le "Spirit
safe", qui sert par ailleurs à déterminer la
quantité d'alcool
produit aux fins déterminer les accises à acquitter
par la distillerie.
Lors
de la seconde disitllation, le "coeur de chauffe",
la partie de la distillation qui titre entre 63% et 72% sera
mise en fûts, le reste, ou têtes et queues de distillation
sont nommés
"feints" seront recueillis dans le "feint receiver",
et réutilisés, mélangés aux "low
wines" lors de la distillation suivante. Pour séparer
le coeur de chauffe des têtes et queues de distillation,
on utilise le "Spirit
safe", qui sert par ailleurs à déterminer la
quantité d'alcool
produit aux fins déterminer les accises à acquitter
par la distillerie.
Le vieillissement
 Le
procédé de distillation est unique pour chaque distillerie
(à l'exception des distilleries qui utilisent (ou utilisaient)
des alambics de type Lomond).
Ceci signifie que tous les whiskies produits par la même
distillerie ont subi le même traitement. Le même malt,
les mêmes alambics et le même procédé,
les mêmes employés.... Alors qu'est-ce qui différencie
des single malts d'une même distillerie? La réponse à cette
question se trouve dans le procédé de vieillissement
des whiskies, les fûts
dans lesquels ils ont mûri,
le temps qu'ils ont passé dans les fûts, la nature
du chai, le goût
de l'air (et oui...., un chai à proximité de la mer
donne un autre whisky qu'un chai plus éloigné.) Un
bel exemple de
ce phénomène est le Cellar
13 de Glenmorangie.
Le
procédé de distillation est unique pour chaque distillerie
(à l'exception des distilleries qui utilisent (ou utilisaient)
des alambics de type Lomond).
Ceci signifie que tous les whiskies produits par la même
distillerie ont subi le même traitement. Le même malt,
les mêmes alambics et le même procédé,
les mêmes employés.... Alors qu'est-ce qui différencie
des single malts d'une même distillerie? La réponse à cette
question se trouve dans le procédé de vieillissement
des whiskies, les fûts
dans lesquels ils ont mûri,
le temps qu'ils ont passé dans les fûts, la nature
du chai, le goût
de l'air (et oui...., un chai à proximité de la mer
donne un autre whisky qu'un chai plus éloigné.) Un
bel exemple de
ce phénomène est le Cellar
13 de Glenmorangie.
 Si
l'air ambiant exerce une (petite) influence sur le goût du
whisky, il faut cependant bien se rendre à l'évidence,
beaucoup de distilleries portent leurs whiskies à maturité dans
des chais communs, quelque part dans les environs d'Edimbourg. Si
ces whiskies ainsi vieillis sont vendus sous forme de single malt
ou servent aux assemblages, n'est pas très clair. En d'autres
termes, l'influence de l'air ambiant sur la qualité d'un single
malt est-elle un mythe ou une réalité?
Si
l'air ambiant exerce une (petite) influence sur le goût du
whisky, il faut cependant bien se rendre à l'évidence,
beaucoup de distilleries portent leurs whiskies à maturité dans
des chais communs, quelque part dans les environs d'Edimbourg. Si
ces whiskies ainsi vieillis sont vendus sous forme de single malt
ou servent aux assemblages, n'est pas très clair. En d'autres
termes, l'influence de l'air ambiant sur la qualité d'un single
malt est-elle un mythe ou une réalité?
Une chose cependant est certaine, le goût du whisky est en
grande partie déterminé par la qualité de l'orge,
le procédé de fabrication
et la nature et la qualité du fût où il a été élevé.
Selon certains spécialistes, plus de 95% du goût est
déterminé par ces
facteurs.
Pour avoir le droit de porter le nom de whisky, un alcool de grain
(malté ou non) doit avoir vieilli
un minimum de 3 années dans un fût de chêne. Contrairement
au cognac qui mûrit dans des fûts neufs, les écossais utilisent
toujours (à de très rares exceptions près) des fûts
usagés.
Il est assez rare de trouver sur le marché des single malts ayant vieilli
moins de 8 ans.
Les types de fûts
Les fûts de chêne se distinguent selon leur contenance, et on peut trouver les types de tonneaux suivants:
Un gallon correspond à 4.546 litres.
Les capacités des divers types de futs sont approximatives.
| PIN | 4,5 gallons |
| FIRKIN | 9 gallons |
| KILDERKIN | 16 gallons |
| BARREL | 36 gallons |
| HOGSHEAD | 54 gallons |
| PUNCHEON | 72 gallons |
| BUTT | 108 gallons |
Les informations à propos de la contenance des divers fûts proviennent du musée de Campbletown.
Sur la photo ci-dessus prise dans la cour de Old Pulteney, les fûts à l'avant-plan sont des "sherry butts".
L'industrie écossaise du whisky utilise essentiellement 3 types de fûts selon leur contenance:
le "barrel" qui contient ±190 litres
le "hogshead" qui contient ± 250 litres
le "butt" qui contient ± 500 litres.
La forme des tonneaux est en grande partie due à des raisons historiques de stockage sur les bateaux de l'époque. Ainsi, le sherry était transporté sur des gallions espagnols, et la forme plus élancée des butts se prêtait parfaitement à ce type de transport, tandis que le porto portugais était transporté dans des fûts plus ventrus, probablement à cause de la structure des vaisseaux marchands portugais.
Les "finitions"
Il arrive souvent que le whisky commence sa maturation dans des fûts de bourbon, et qu'il la finisse dans d'autres types de fûts, de façon à le parfumer avant la mise en bouteille. En général il passe de 6 mois à 1 ans dans un autre type de tonneau. C'est pourquoi on trouve souvent la mention "wood finish" sur des bouteilles. La version de 18 ans d'âge de Glenmorangie présente la caractéristique rare d'avoir terminé sa maturation dans un fût neuf.
Un tonneau destiné à contenir
le whisky est toujours un tonneau d'occasion. En général, il
a contenu du bourbon (whiskey américain à base
de maïs). Le sherry est également très populaire
auprès des embouteilleurs de whisky. D'autres fûts
sont également utilisés, comme les fûts de
porto, de madeire, et plus rarement des fûts de vin de
Bordeau (nommé Claret en Angleterre), de rhum, etc.. Glenmorangie
s'est fait une spécialité dans les expériences
de vieillissement. On trouve toutes sortes de "wood finish",
dont certains sont hors de prix, à cause de la rareté du
produit.
Une question se pose cependant à propos des finitions dans des
bois aromatisés: si souvent il s'agit d'apporter des notes plus
parfumées au whisky, et par là en améliorer les arômes et diversifier
les goûts, il est de notoriété publique (du moins dans le petit
monde des spécialistes en whisky) qu'il s'agit souvent aussi de
masquer des erreurs de distillation. Dans bien des cas, les fûts
sont préalablement chauffés, afin d'accélérer le transfert d'arômes
au whisky. De telles pratiques sont condamnables, d'autant plus
que le consommateur n'a aucun moyen d'être mis au courant.
Le marché des tonneaux
 Un
rapide petit calcul peut donner le vertige. Il
existe en Ecosse une centaine de distilleries actives, et elles
produisent en moyenne de 1,200.000 à 2.000.000
de litres par an. Pour obtenir le droit de s'appeler Scotch, le
whisky doit rester pendant un minimum de 3 ans dans un fût de chêne
sur le sol écossais. Si on prend une production annuelle tournant
autour des 150.000.000 de litres, la quantité minimum de whisky
stocké en Ecosse doit être de 450.000.000 de litres, uniquement
pour garantir la possibilité légale de porter le
nom de Scotch. Ceci sans compter la masse de whiskies qui vieillissent
entre 10 et 30 ans...
Un
rapide petit calcul peut donner le vertige. Il
existe en Ecosse une centaine de distilleries actives, et elles
produisent en moyenne de 1,200.000 à 2.000.000
de litres par an. Pour obtenir le droit de s'appeler Scotch, le
whisky doit rester pendant un minimum de 3 ans dans un fût de chêne
sur le sol écossais. Si on prend une production annuelle tournant
autour des 150.000.000 de litres, la quantité minimum de whisky
stocké en Ecosse doit être de 450.000.000 de litres, uniquement
pour garantir la possibilité légale de porter le
nom de Scotch. Ceci sans compter la masse de whiskies qui vieillissent
entre 10 et 30 ans...
 Par
ailleurs, les fûts étant par définition des fûts
d'occasion, il est très important de pouvoir les réparer.
Il existe bien des distilleries possédant leurs propres
tonnelleries (Balvenie, Bruichladdich entre autres), mais la
plupart fait appel à des sociétés spécialisées.
Il existe en Ecosse quelques énormes tonnelleries, dont
la plus célèbre (parce qu'attraction touristique
de premier plan) est la Speyside
Cooperage.
Cette tonnellerie située à mi-chemin entre la distillerie Glenfiddich
et la ville de Dufftown possède un stock de tonneaux à réparer
d'environ 300.000 pièces, tandis que le nombre de tonneaux présents
sur le territoire écossais est de l'ordre de 20.000.000. La durée
de vie d'un tonneau peut atteindre 60 ans.
Par
ailleurs, les fûts étant par définition des fûts
d'occasion, il est très important de pouvoir les réparer.
Il existe bien des distilleries possédant leurs propres
tonnelleries (Balvenie, Bruichladdich entre autres), mais la
plupart fait appel à des sociétés spécialisées.
Il existe en Ecosse quelques énormes tonnelleries, dont
la plus célèbre (parce qu'attraction touristique
de premier plan) est la Speyside
Cooperage.
Cette tonnellerie située à mi-chemin entre la distillerie Glenfiddich
et la ville de Dufftown possède un stock de tonneaux à réparer
d'environ 300.000 pièces, tandis que le nombre de tonneaux présents
sur le territoire écossais est de l'ordre de 20.000.000. La durée
de vie d'un tonneau peut atteindre 60 ans.
La part des anges
L'avantage du chêne pour faire arriver un alcool à maturité est
le fait qu'il est poreux. De ce fait il laisse entrer l'air ambiant
(d'où le goût salé des whiskies ayant vieilli à proximité de
la mer), mais il laisse aussi s'évaporer le whisky qu'il
contient. On compte qu'il s'évapore ainsi entre 1 et 2%
du contenu du tonneau par an. C'est ce qu'on appelle "la part
des anges" (Angels share). Ce pourcentage est cependant théorique,
parce que ce phénomène pourrait avoir comme conséquence que de
très vieux whiskies (30 ans et plus) perdraient leur droit à l'appellation
de whisky. En effet, si on sait qu'un whisky titre environ 70%
au sortir de l'alambic, il est facile de calculer sa teneur en
alcool au bout de 30 ans. Si on considère une perte d'alcool de
1% par an, ce whisky ne titrerait plus que 40%, or en-dessous
de ce taux d'alcool, un whisky n'a plus le droit de porter ce nom....
La "part des anges"
est en réalité la part d'alcool qui échappe aux accises. En effet, les accises
sont calculées sur la quantité d'alcool (et non sur l'eau...) au
sortir des alambics. Or, comme cette quantité a tendance à diminuer
au fil des années, il serait injuste de taxer le whisky à la vente
sur le taux d'alcool qui était le sien au sortir de l'alambic.
L'évaporation du liquide contenu dans un fût est de deux natures, selon la nature du chai où il est entreposé. Un tonneau contient de l'eau, et de l'alcool pur. Selon la nature du chai, selon qu'il soit sec ou humide, l'évaporation du whisky contenu dans tonneaux a un effet différent. Dans un chai sec (avec un sol en béton), c'est surtout l'eau qui s'évapore, laissant un whisky avec un goût plus sec, et une teneur en alcool plus forte. Par contre, dans un entrepôt plus humide (avec un sol en terre battue), c'est le taux d'alcool qui a tendance à diminuer, donnant une boisson plus ronde et plus agréable au goût.
L'embouteillage
Une fois en bouteille, l'alcool ne vieillit plus, contrairement au vin. Ainsi un whisky de 12 ans qui reste 12 ans en bouteille ne devient pas un 24 ans d'âge.
Lors de la mise en bouteilles, il peut rester des résidus dans le whisky. Ces résidus peuvent "troubler" le whisky, et ce phénomène peut rebuter l'acheteur non averti. Pour pallier à ce "problème", les distilleries ont inventé le procédé de filtrage à froid (chill filtering). Le filtrage à froid présente l'énorme inconvénient de tuer une partie des arômes.
Avec la renaissance de l'intérêt pour les single malts, et en particulier pour les single malt avec du caractère, la tendance à abandonner la filtration à froid commence à se faire jour. Pour notre plus grand bonheur...
Lors de la mise en bouteille, l'alcool est réduit. Ceci est l'autre opération importante où le goût de l'eau joue un grand rôle. Le taux d'alcool minimum pour avoir droit au titre de whisky est 40%. La plupart des bouteilles sont commercialisées à ce taux, parce que les accises étant calculées sur la proportion d'alcool, ces bouteilles peuvent être vendues moins cher. Les montants des accises sont particulièrement élévés en Grande-Bretagne, mais dans d'autres pays ils sont plus raisonnables. C'est pourquoi sur le marché international, il est fréquent de trouver des whiskies à 43%.
Pour des raisons techniques, il semble que le taux idéal pour mettre en bouteille des whiskies n'ayant pas subi de fitration à froid est 46%.
Il arrive aussi régulièrement que le whisky ne soit pas dilué lors de la mise en bouteille, et vendu tel qu'il sort du fût. On parle alors de "brut de fût" ou "cask strength".
En général, les fûts sont mélangés avant la mise en bouteilles, pour obtenir un produit plus standardisé, de la même façon que les grands vins. Lorsque le whisky provient d'un seul et même tonneau, on parlera de "single cask".
 A
de rares exceptions près (Glenfiddich , Loch
Lomond, Bruichladdich et Springbank entre
autres) les distilleries ne font pas la mise en bouteille sur
place. Elles expédient
leurs fûts
pour les faire embouteiller à des firmes spécialisées.
La responsabilité de la mise en bouteille reste cependant à la
distillerie. On parle alors d'embouteillage officiel. Cette opération
se déroule souvent dans les faubourgs d'Edimbourg, où plusieurs
chaînes d'embouteillage sont installées, qu'elles
appartiennent
à des distilleries (comme Glenmorangie à Broxburn)
ou à des assembleurs,
comme Ian McLeod dans la même ville.
A
de rares exceptions près (Glenfiddich , Loch
Lomond, Bruichladdich et Springbank entre
autres) les distilleries ne font pas la mise en bouteille sur
place. Elles expédient
leurs fûts
pour les faire embouteiller à des firmes spécialisées.
La responsabilité de la mise en bouteille reste cependant à la
distillerie. On parle alors d'embouteillage officiel. Cette opération
se déroule souvent dans les faubourgs d'Edimbourg, où plusieurs
chaînes d'embouteillage sont installées, qu'elles
appartiennent
à des distilleries (comme Glenmorangie à Broxburn)
ou à des assembleurs,
comme Ian McLeod dans la même ville.
les indépendants
Un phénomène intéressant dans le monde du whisky est le travail des embouteilleurs indépendants. Contrairement aux chaînes d'embouteillages qui travaillent pour le compte des distilleries, un embouteilleur indépendant achète une certaine quantité de whisky à une ou plusieurs distilleries, le met en fût (il choisit lui-même le type de fût) et le fait vieillir dans ses propres entrepôts ou dans ceux de la distillerie avant de le mettre en bouteille sous son propre nom, tout en prenant bien soin d'indiquer la provenance du whisky. Quelques grands embouteilleurs indépendants se sont fait une excellente réputation auprès de amateurs: Signatory, Ian MacLeod (Chieftains), Douglas Laing (Provenance et Old Malt Cask), Cadenhead, etc....
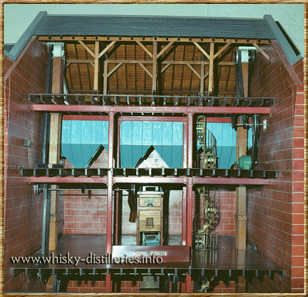
Illustration du processus de fabrication du whisky
Illustration sur base de photos de la maquette de distillerie exposée à la distillerie Glenkinchie